Flexible & modular quality control platform
Our R&D team has crafted cutting-edge solutions that can match your team’s needs, whether on the production lines or your RnD and Quality labs.
Meet our modular Terahertz and AI Platform. Our products enable material analysis, density and distribution of materials, defect detection, contamination detection, and moisture analysis amongst many other possibilities.
TiMonit
Inline Monitoring Solution
Monitor 100% of your production, inline. TiMonit is TiHive’s breakthrough Inline Monitoring technology that can install easy in your production lines. It includes our cutting edge Terahertz Cameras and Sources, Terahertz real-time computing and algorithms, and industry-related KPIs and Analytics on premises or on the cloud. Applications range from detection of defects and contaminants, to quantification of raw materials and their distribution.
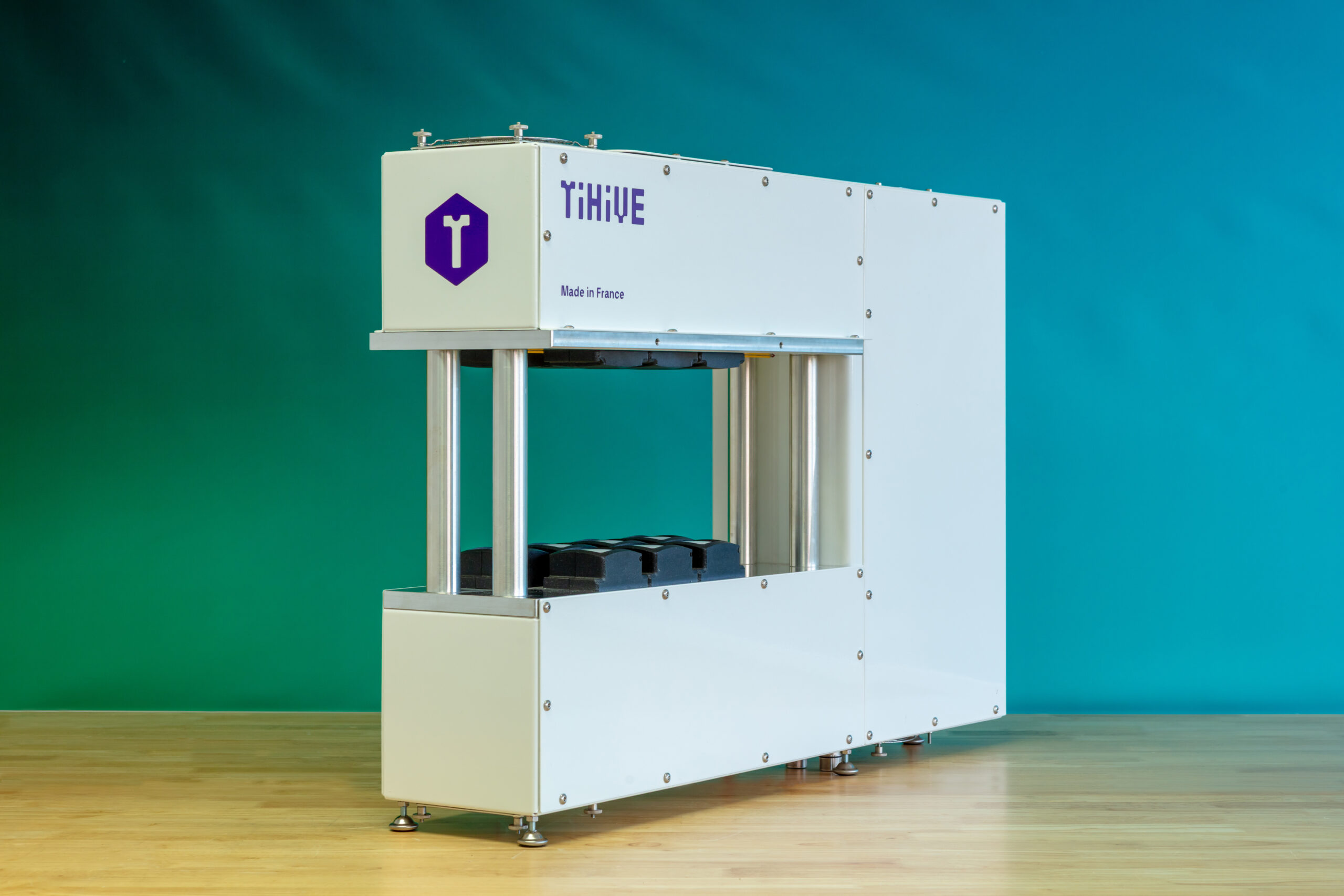
NECTER
Compact Terahertz Devices and Artificial Intelligence
We provide high-speed Terahertz multi-pixel cameras and sources as well as Terahertz optics. Our devices are highly compact and operate at room temperature. We also provide user-friendly software that integrate our latest algorithms.

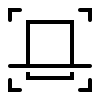
TiScan
Terahertz Inspection Scanners
For teams that are either researching new materials, characterising their products, or inspecting parcels and envelops, we offer a robust and easy to use Terahertz AI scanner. This product is suitable for the personal care, security, safety, food and agriculture, pharmaceutical and medical industries.

FROM SIGNALS TO KPI’S
Cloud Platform, AI and Big Data
Our team focuses on extracting Value from Data. The combination of high-speed see-through imaging, with high precision analysis, our cloud platform allowed us to create the world’s first Quality Big-Data. Analysing the data with machine learning is allowing your teams to provide spot on KPIs related to detection of anomalies, material savings opportunities, and root-cause assessment. TiHive’s solution enables the generation of traceable quality big data. With data analysis and machine learning, our system will allow you to classify your products according to your quality metrics, detect anomalies in real-time, and correlate them to machine and environmental conditions.
PLETHORA OF APPLICATIONS
New applications – new markets
Our technology and our expertise are opening opportunities in industrial non-destructive testing for various industries. From measuring humidity levels, thickness of materials and their distribution, detection of defects and inclusions, many new applications are made possible. Additionally, we are working on new breakthrough applications in data communications, sensing, and imaging. We bring value to the hygiene, pharmaceutical, luxury, medical, automotive, and agricultural industries, to name a few. Do you have a use case that you would like to explore? Our team is happy to help through our “Assessment Services”.
